Contate-nos

- Produtos
- Balanças
- Serviço de suporte
- Solução
- Sobre nós
- Notícias
- Contate-nos
Número Browse:68 Autor:Transducertechniques. Publicar Time: 2017-09-14 Origem:transducertechniques.










Projetando
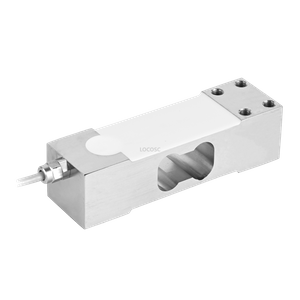
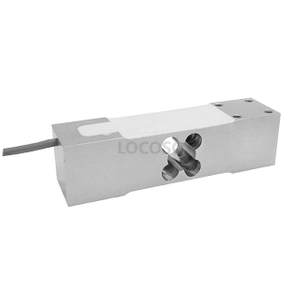
Dependendo do aplicativo, o tipo (feixe de flexão, coluna, feixe de cisalhamento, etc.) é decidido. A faixa de carga e a saída são fatores importantes a serem considerados ao decidir o material a ser usado. Enquanto o alumínio é usado para o aço das faixas de carga inferior é preferido para cargas mais altas. Para aplicações em escala de pesagem, são usadas células de carga de feixe de flexão. Tensil Carrega células são usados em máquinas de embalagem automáticas para medir as forças de tração. A coluna de alta capacidade ou as células de carga de feixe de cisalhamento são usadas para pontes de pesagem/escamas de caminhão.
Um software de design de células de carga reduz o trabalho em grande parte. A maioria dos softwares fornece dimensões para a parte mais crítica da célula de carga. Para as células de carga do feixe de cisalhamento, a espessura da Web é mais crítica. Para as células de carga da coluna, a largura e a largura da coluna é importante. E para a espessura das células de carga de feixe binocular da parte mais fina do perfil e a distância entre os orifícios são importantes.
Aquisição de material
A aquisição de material envolve a compra de metal (aço ou alumínio), medidores de tensão (classe de transdutor), adesivo de ligação, terminais, PCBs, cabos, fole, prendedores e placas de nomes.
Os medidores são selecionados com base no aplicativo; linear ou cisalhamento. Os deformação estão disponíveis em vários tamanhos, como 3 mm, 6 mm, etc. Os manômetros podem ser adquiridos de qualquer um dos fabricantes de renome como HBM, micro-medições (mm), shinkoh, BLH, etc. Adesivo de ligação e acessórios de correspondência, como terminais , fios para fiação interna, glândulas a cabo etc. também são adquiridas. O cabo multi-core revestido com Teflon (4 núcleo ou 6 núcleo) com código de cores certo (vermelho, preto, branco, verde, amarelo e azul) é adquirido do fornecedor direito. O cabo deve ser testado quanto a continuidade e também a qualidade dos fios dentro dos núcleos, os fios devem ser revestidos com prata e flexíveis.
A liga com seção transversal direita (circular ou quadrada ou retangular) é selecionada para que o desperdício de material seja pelo menos. A maioria dos fabricantes prefere usar seções circulares do EN24 para células de carga de aço. O próximo passo é testar a composição química do metal e as rachaduras internas (teste de ultra som) de um provedor de serviços de testes de renome. As ligas que não confirmam os padrões do setor são rejeitadas. Também o material com rachaduras internas não pode ser usado para fabricação de células de carga.
Usinagem e tratamento térmico
A usinagem de matéria -prima para a forma necessária é realizada com muito cuidado. Máquinas comumente usadas são máquina de moldar, máquina de moer, torno, máquina de perfuração de colunas e máquina de moer superfície. As máquinas devem estar em boas condições de trabalho e capazes de produzir dimensões precisas. O líquido de arrefecimento direito é usado em todas as etapas para evitar aquecimento excessivo durante o processo. As dimensões são verificadas em todas as etapas, usando instrumentos de medição de precisão, como medidor de altura, vernier digital, medidor de profundidade, micrômetro etc. com precisão de 1 mícron. O material em processo (aço) é oleado para evitar a oxidação. A moagem da superfície é o último estágio da usinagem, é feito após o processo de endurecimento.
Somente elementos de aço passam pelo processo de endurecimento em uma planta de tratamento térmico. Os elementos são aquecidos lentamente a uma temperatura alta e resfriados rapidamente em um banho de óleo, seguido de resfriamento adicional em um banho de água. O arnês é testado em um testador de dureza de Rockwell. O valor da dureza deve estar entre a HRC 40 e 45. Se o valor for menor que 45, os elementos precisam ser endurecidos novamente ou se o valor for superior a 45, os elementos serão suavizados. Alguns lotes de aço falham em endurecer com o valor necessário, os elementos precisam ser rejeitados nesses casos.
A moagem de superfície alcança dois objetivos; dimensões precisas e acabamento superficial liso. O material removido no processo geralmente é de poucos microns. Os elementos passam por uma última rodada de departamento e prontos para a próxima etapa.
Eletroplatação
A plataforma de zinco foi usada comumente durante os anos anteriores. No entanto, nas últimas duas décadas, o níquel eletrolivo é o revestimento de proteção preferido, pois oferece boa proteção e também torna os elementos esteticamente bons. Os elementos passam por um processo chamado buffing para melhorar o acabamento da superfície. Em seguida, é limpo e enxaguado em produtos químicos para remover a graxa e outra matéria. Os elementos são mantidos mergulhados em um banho químico por um período especificado durante o qual o níquel adere aos elementos. O último passo é o polimento, o que é feito para melhorar a estética.
Medidor de deformação de ligação e fiação interna
Este é um estágio crucial da fabricação de células de carga. No elemento, a superfície onde o medidor de deformação deve ser fixada é preparada, polindo -o com esgotamento da água no movimento circular. Usando um medidor de altura e uma placa de superfície, as pistas cruzadas são desenhadas para marcar a posição precisa do medidor de tensão nos lados opostos do elemento. A superfície do medidor de deformação é limpa cuidadosamente usando agentes químicos como tricloroetileno (TCE) e acetona. Os produtos químicos alternativos são usados no lugar do TCE, pois são proibidos em muitos países.
Uma vez que o elemento está livre de graxa e outras impurezas, o adesivo é aplicado nos cortes cruzados (correspondendo à área aproximada ocupada pelo medidor de deformação). O adesivo também é aplicado ao lado inferior dos medidores de tensão e terminais de solda e deixado se contentar por alguns minutos. É importante aplicar a quantidade certa.
Sob um microscópio, o medidor de deformação é posicionado alinhando as marcas com os cortes cruzados e depois colado para mantê-lo em posição. A fita adesiva usada é de qualidade especial capaz de suportar temperaturas na faixa de 250 graus centígrados por cerca de 2 horas. Com os deformação em locais, almofadas de pressão e grampos são fixos. Isso é feito para interromper o movimento e também manter a espessura uniforme do adesivo entre o medidor de tensão e o elemento. Com grampos na posição, os elementos são colocados em um forno elétrico (com um soprador de ar) e aquecidos a cerca de 180 graus por cerca de uma hora. O processo é geralmente conhecido como cura. A temperatura e a duração do tratamento térmico dependem do adesivo utilizado. Os elementos requerem cerca de 12 horas para esfriar a temperatura ambiente e devem acontecer naturalmente. Após a cura, grampos e fitas adesivas são removidas. Os elementos passam por outra rodada de tratamento térmico chamado pós-cura. Isso foi feito para desestar medidores de Starin e adesivo.
A próxima etapa é soldar terminais de medidores de tensão para guias de solda e corrigir fios para criar um circuito para que os medidores estressantes estejam na configuração de Wheatstone Bridge. As estações de solda de ponta (controlada por temperatura) com pontas especiais de solda são usadas para este trabalho. A fiação interna termina em uma pequena PCB para a qual o cabo multi-core é unido. Nesta fase, temos uma célula de carga em funcionamento. Um teste básico é feito; É medido 10V DC (OR 12V DC) é medido usando um multímetro com menor contagem de 0,1V e a saída sem carga ou zero é observada. A carga é aplicada na direção certa para verificar se a saída é positiva. Idealmente, a não carga é ajustada para -0,25 mV.
Compensação de temperatura
As células de carga são necessárias para se comportar de forma consistente através de uma faixa de temperatura especificada ~ 0 a 60 graus centígrados. Para conseguir isso, as células de carga são estudadas a 0 ° C e 60 ° C por 6 a 12 horas. Com base nas diferenças de saída, um comprimento de fio feito de uma liga especial é introduzido no circuito para combater o efeito da temperatura. Uma segunda rodada de teste de temperatura é executada para garantir que o comportamento das células de carga seja constante ao longo da faixa, ou seja, entre 0 ° C e 60 ° C. Com os desenvolvimentos recentes na tecnologia de bitola de tensão, os medidores de tensão auto-compensadores eliminaram um estágio de fabricação de células de carga. No entanto, empresas sérias sobre a qualidade verificam o comportamento das células de carga em diferentes temperaturas.
Teste de carga e calibração
Nesse estágio, as células de carga passam por uma série de testes- saída em escala completa, repetibilidade, linearidade, fluência, histerese e muito mais. A saída da célula de carga é ajustada a 20mV (ou 10mV, 30mV, dependendo da especificação) na carga nominal. As células de carga também sofrem testes de sobrecarga para garantir que elas suportem 150% da carga nominal.
Teste de repetibilidade: a célula de carga passa por escala completa (e carga parcial também) Número de vezes e saída observada em todas as instâncias de carregamento. A saída deve estar dentro do nível de precisão reivindicado.
Teste de linearidade: a célula de carga passa por carga e saída incremental e decremental observadas em todas as instâncias. O gráfico de carga versus saída deve ser uma linha reta.
Teste de fluência: a célula de carga é carregada em escala completa por um período prolongado, digamos uma hora e a saída OUT é observada. Idealmente, a saída não deve aumentar nem diminuir.
Vedação hermética
Este é o estágio final em que a célula de carga é feita à prova de poeira, à prova de umidade e à prova de água. Algumas células de carga mais baixas não são hermeticamente seladas por razões de custo. As células de carga maiores (capacidades mais altas) são revestidas com tinta exóxi para fornecer proteção adicional. A célula de carga é testada novamente para garantir que a cobertura externa ou o abaixo não tenha afetado o comportamento da carga.
Cada célula de carga é fornecida com uma folha de dados que possui número de série de células de carga, data de fabricação, código de cores do cabo, dimensões externas e parâmetros elétricos, como tensão de excitação, impedância de entrada e saída, saída de sem carga, capacidade nominal, saída de escala completa , sensibilidade, etc.